

 简体中文
简体中文 English
English Русский язык
Русский язык WhatsApp: +86 15083395008
WhatsApp: +86 15083395008MAYBE YOU ARE INTERESTED IN
Jinlei MACHINERY knows what you expect from a mining project, and we are making it happen with unrivaled products and services.
Leave Message
Application Areas: - The project involves linear projects such as expressways, provincial highways, and national highways, requiring frequent relocation of the construction site (every few tens of kilometers). - The total project volume is relatively scattered, or the construction period at a single site is relatively short. - The capacity requirement is between 200–400 t/h, and the maximum aggregate particle size does not exceed 45 mm. - The construction site has limited space, or there is a desire to save on concrete foundation costs and installation time.
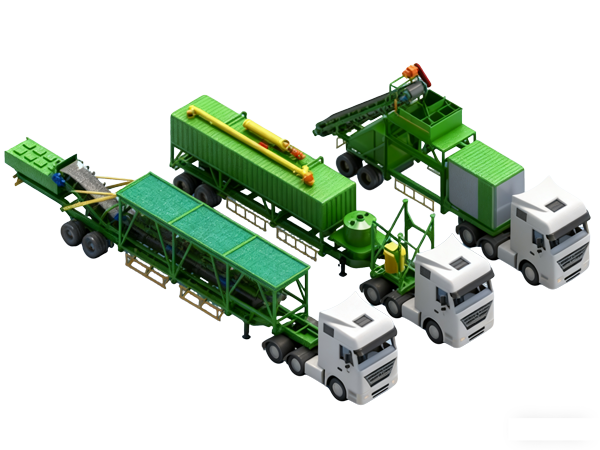
Typical Key Modules of a Mobile Stabilized Soil Mixing Plant:
Aggregate Batching System: Consists of multiple aggregate bins (typically 2-4 units), variable speed belt feeders or vibrating feeders, used for storing and continuously metering sand, crushed stone, and other aggregates.
Filler Supply System: Includes filler silos (for cement, lime, fly ash), screw conveyors, metering hoppers, and feeding screws. Filler metering typically adopts high-precision loss-in-weight scales or screw scales.
Water Supply System: Includes water tank, water pump, pipelines, flow meter or water scale, precisely controlling the amount of water added.
Mixer: The core component, mostly a twin-shaft continuous mixer, featuring high mixing intensity and continuous discharge capability.
Finished Material Conveying and Temporary Storage System: The mixed finished material is transported via an inclined belt conveyor to a small finished material silo for temporary storage, waiting to be transported away by dump trucks. The finished material silo reduces vehicle waiting time and improves efficiency.
Mobile Chassis and Structural Frame: The main frame of the entire equipment is mounted on a heavy-duty trailer chassis, equipped with outriggers, facilitating transportation and rapid installation.
Control System: A centralized electrical control room, utilizing PLC and industrial PC control, achieving batching accuracy control, production process automation, and data management.
I. Core Strategic Advantage: Ultimate Flexibility for Linear Projects
This is the fundamental value of the mobile plant, from which all other advantages derive.
Rapid Relocation, Moving with the Project: The equipment is integrated onto a trailer unit, allowing the main unit to be relocated within hours using a tractor head. It is especially suitable for linear projects such as highways, railways, and pipelines, enabling it to “move” as the construction face advances—achieving “the plant moves wherever the road goes.”
Quick Installation, Immediate Production: Upon arriving at a new site, only simple leveling, extending outriggers, and connecting external utilities are needed to start production. Typically, installation and material output can be completed within 1–2 days, saving significant foundation and installation time (a stationary plant usually requires 1–2 weeks or even longer for civil works).
II. Significant Economic Benefits: Comprehensive Cost Reduction
Substantially Reduced Transportation Costs: By locating the plant close to the work site, the average haul distance for the mixture is shortened to 3–5 km or even less. Compared to transporting from a stationary plant tens of kilometers away, it can save 20%–40% in fuel and vehicle costs—a major factor in project cost control.
Reduced Material Segregation, Guaranteed Quality: Short-distance transport reduces vibration and settlement of the mixture in trucks, effectively preventing aggregate segregation and moisture evaporation, ensuring material uniformity during paving, thereby improving the quality of the road base.
Savings on Foundation Investment: No need for large reinforced concrete foundations; simply level and compact the ground. This saves considerable civil engineering costs and time.
High Equipment Utilization, Fast Return on Investment: After completing one project, the equipment can be quickly moved to the next, minimizing idle time and improving asset turnover and value.
III. Superior Adaptability and Environmental Friendliness
Very Low Site Requirements: The footprint is relatively small, and site conditions (such as ground bearing capacity) are far less demanding than for stationary plants. It can be quickly deployed in confined or average temporary sites.
Modular Design, Flexible Configuration: Core modules (e.g., batching, mixing, control) are highly integrated and easy to maintain. Different models within the series can be selected based on project needs (e.g., requiring more aggregate bins).
Green, Minimal Impact: Because no extensive civil works are required, the original landform is less disturbed. After production, the equipment can be rapidly demobilized and the site restored, meeting requirements for temporary land use and green construction. The equipment itself is typically equipped with dust collection systems to control production dust.
IV. Guaranteed Construction Schedule and Organizational Convenience
Dispersed Construction Risk: As an independent production unit, it does not rely on a single central mixing plant. Even if one site is temporarily suspended, other mobile sites can continue supplying material, reducing the risk of systemic shutdown.
Simplified Logistics: Raw materials (aggregates, cement) can be sourced locally, and the finished product transport routes are short and fixed, greatly simplifying complex logistics scheduling.
Aids in Accelerated Construction: For critical sections with tight schedules, additional mobile plants can be temporarily deployed to focus on supply, becoming a “powerful tool” to speed up progress.
Summary: Comparison with Stationary Equipment Scenarios
To more intuitively understand the applicable scenarios of its advantages, we can summarize as follows:
Advantage Dimension | Mobile Stabilized Soil Mixing Plant | Corresponding Weakness of Stationary Plant |
Core Strategy | Mobile and flexible, serving linear projects | Fixed location, long-distance transport leads to high costs and quality risks |
Economy | Saves transport and foundation costs | High transport cost share, large initial civil investment |
Time Efficiency | Fast relocation and installation (days) | Slow installation and dismantling (weeks/months) |
Site Adaptability | Low requirements, rapid deployment | High requirements, requires permanent/semi-permanent site |
Construction Organization | Simple logistics, risk dispersion | Complex logistics, central plant shutdown affects entire project |
Conclusion:
Choosing a mobile stabilized soil mixing plant is not merely selecting a piece of equipment, but rather adopting an advanced construction organization model of “close to the work face, rapid response, cost-effective and efficient.” It perfectly resolves the traditional contradiction between long-distance transport costs and mixture quality degradation, offering a modern and intelligent solution for base construction in high-grade roads, railways, and other linear projects. When your project features “linear distribution, segmented construction, and schedule sensitivity,” the comprehensive advantages of the mobile plant become exceptionally prominent.
In simple terms, the working principle of the mobile stabilized soil mixing equipment is: on a movable chassis, it achieves the entire continuous production process of “precise batching from multiple bins → centralized conveying → intensive continuous mixing → temporary storage of finished product.” It compresses all the functions of a small factory and adds mobility, thereby realizing the efficient construction model of “mix as needed, plant moves with the project.”
The following table clearly compares the core technical specifications of three mobile equipment models:
| Parameter | Model: WBCY200 | Model: WBCY300 | Model: WBCY400 |
|---|---|---|---|
| Rated Productivity | 200 t/h | 300 t/h | 400 t/h |
| Total Installed Power | 71 kW | 88 kW | 120 kW |
| Number of Aggregate Bins | 3 Bins | 3 Bins | 4 Bins |
| Maximum Aggregate Particle Size | ≤ 40 mm | ≤ 40 mm | ≤ 40 mm |
| Finished Material Silo Capacity | 4 m³ | 4 m³ | 7 m³ |
| Metering Accuracy | Aggregate: ±3% Cement: ±1.5% Water: ±1.5% | Aggregate: ±3% Cement: ±1.5% Water: ±1.5% | Aggregate: ±3% Cement: ±1.5% Water: ±1.5% |
| Metering Method | Aggregate: Electronic Belt Scale Cement: Electronic Screw Scale Water: Flow Meter | Aggregate: Electronic Belt Scale Cement: Electronic Screw Scale Water: Flow Meter | Aggregate: Electronic Belt Scale Cement: Electronic Screw Scale Water: Flow Meter |
| Footprint in Operating State | Approx. 35m × 19m | Approx. 35m × 19m | Approx. 46m × 22m |
Core selection criterion. Calculate the hourly demand based on the project's daily paving volume and transportation distance. It is recommended to select a model with approximately 20% higher capacity than the theoretical demand to accommodate peak construction periods and equipment maintenance.
WBCY200: Suitable for small to medium linear projects such as county and township roads, municipal roads.
WBCY300: The mainstream economical choice for mobile plants, capable of meeting the requirements of most provincial and national highway upgrading projects.
WBCY400: A high-spec model within the mobile category, suitable for segmented construction of critical linear projects (such as expressways) with tight schedules and high standards.
The number of bins determines the variety of aggregate sizes that can be simultaneously proportioned.
3 Bins: A common configuration is "two types of graded crushed stone + one type of stone chips (or sand)", which can meet the gradation requirements of most conventional water-stabilized crushed stone (e.g., cement-stabilized graded crushed stone).
4 Bins: Offers greater formula flexibility, allowing the use of more types of aggregates simultaneously (e.g., three types of crushed stone + one type of sand), facilitating gradation optimization, especially suitable for projects with specific gradation requirements.
Directly affects loading efficiency and transportation vehicle scheduling. Larger capacity allows continuous operation of the mixer, reducing downtime due to waiting for trucks.
7 m³ Silo (WBCY400) Better matches its high production capacity, ensuring production continuity, and is suitable for scenarios with intensive truck traffic.
This is a hard constraint. Mobile equipment in this series all conform to this specification. Before selection, it is essential to verify the maximum particle size requirement for the base/subbase materials in the engineering design drawings. If the design requires a particle size exceeding 35mm (for example, some subbases use 30-40mm particles), this mobile series cannot be selected, and a stationary plant must be considered.
The data in the table indicates the approximate site dimensions required for the equipment in its operational state. When planning the construction site, additional space beyond this area must be reserved for aggregate stockpiles, vehicle access roads, and turning radii.
Its transport dimensions are significantly reduced, facilitating highway relocation—a core advantage of mobile plants.
| Your Project Characteristics | Recommended Model | Key Reasons |
|---|---|---|
| Smaller project volume, flexible schedule, e.g., county road upgrades. | WBCY200 | High cost-effectiveness, lowest power consumption and footprint, meets basic production needs. |
| Most provincial/national highways, segmented construction of first-class roads, standard schedules. | WBCY300 | Balanced capacity, the most widely used "economical and practical" model among mobile plants. |
| High-grade road (expressway, high-speed railway) segmented construction, tight schedule, or requiring finer mixture gradation control. | WBCY400 | High output and efficiency, good batching flexibility (4 bins), large finished product silo, supports high-intensity, high-quality continuous construction. |
•
Verify the maximum aggregate particle size (ensure ≤40mm) and gradation requirements (determine the number of bins needed) from the engineering design.
•
Assess the available site area at the construction site and the power supply (whether it can meet the installed power of the corresponding model).
•
Confirm with the equipment supplier the specific transport dimensions, weight, and the on-site rapid installation process.






