

 简体中文
简体中文 English
English Русский язык
Русский язык WhatsApp: +86 15083395008
WhatsApp: +86 15083395008MAYBE YOU ARE INTERESTED IN
Jinlei MACHINERY knows what you expect from a mining project, and we are making it happen with unrivaled products and services.
Leave Message
Application Areas: Medium and Short-Term Highway Construction Projects: Such as new construction and reconstruction/expansion of provincial and county roads. Decentralized Road Maintenance Projects: Segmented repairs and preventive maintenance of expressways and national highways. Municipal Road Projects: Construction and repair of urban roads, squares, and airport runways. Projects in Remote Areas: Construction in areas beyond the coverage of stationary mixing plants. Supplementary Role for Stationary Plants: As a capacity supplement or temporary replacement for stationary mixing plants during peak construction seasons.
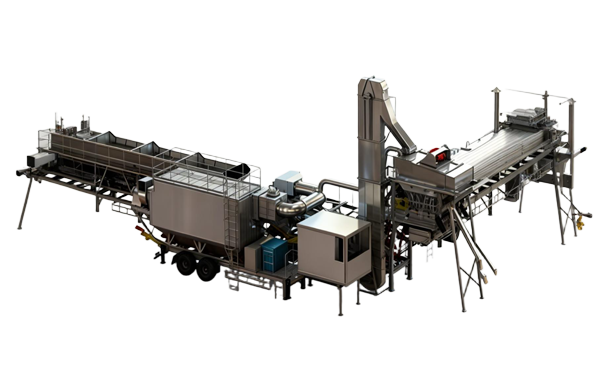




Compared with traditional stationary mixing plants, its “mobility” is reflected in the following:
Modular Design: The entire plant is divided into several functional modules, such as the cold aggregate supply module, drying drum and burner module, elevating and screening module, mixing and control module, and filler system module.
Integral Towing Structure: Each main module is integrated with a trailer axle, support legs, and lighting system, compliant with road transportation regulations, allowing it to be directly towed and relocated by heavy-duty truck tractors.
Quick-Connect Interfaces: Connecting pipelines (such as bitumen pipes, air pipes) and cables between modules use quick-connect connectors, significantly reducing disassembly and assembly time and workload.
Compact Layout: Under the premise of ensuring performance, the structure of each module is optimized to achieve the smallest possible dimensions during transportation while maintaining the most reasonable layout during operation.
Superior Mixture Quality:
Precise Formulation: Since batching and mixing are performed in batches, the proportion of each material can be precisely controlled, ensuring that every batch strictly meets the design formulation.
Good Uniformity: The forced mixing method ensures that bitumen uniformly coats the surface of each aggregate particle, effectively preventing segregation.
High Flexibility: The recipe can be easily changed to produce various types and specifications of asphalt mixtures (such as AC, SMA, OGFC, etc.), making it especially suitable for projects requiring frequent mix changes.
Excellent Mobility and Rapid Deployment Capability:
Fast Relocation: Ideal for projects with short construction periods and scattered work sites (e.g., county and township road network reconstruction, segmented national highway repairs).
Reduced Infrastructure Requirements: Upon arrival at a new site, only simple site leveling is required; modules can be positioned and connected without the need for extensive concrete foundations, saving both time and cost.
Proximity to Work Site: The plant can be deployed near the paving site, significantly reducing the transport distance and temperature loss of the mixture, ensuring paving quality.
Easily Enhanced Environmental Performance:
Modern mobile batch mixing plants can be conveniently equipped with a full range of environmental protection devices, such as baghouse filters (for dust capture), asphalt fume treatment systems, and hot recycling systems, meeting increasingly stringent environmental standards.
Capability to Incorporate Reclaimed Asphalt (RAP):
Through an additional hot recycling system, a certain proportion (typically up to 30%-50%) of Reclaimed Asphalt Pavement (RAP) can be accurately added, enabling resource recycling and significantly reducing raw material costs and environmental burden. This is a highly popular and important feature.
The working process of a forced batch mixing plant can be summarized as “batch weighing, forced mixing.”
1. Cold Aggregate Feeding & Preliminary Proportioning:
Cold aggregates of different specifications (stone, sand, etc.) are stored in their respective cold feed bins.
Through variable-speed belt conveyors, the aggregates are conveyed to the collecting belt conveyor according to a preliminary proportion.
2. Aggregate Drying & Heating:
The collecting belt conveyor feeds the cold aggregates into the drying drum.
Inside the drying drum, the aggregates make counterflow contact with the high-temperature hot gas generated by the burner, being thoroughly dried and heated to approximately 160-180°C.
3. Hot Aggregate Lifting & Screening:
The heated aggregates are lifted by the bucket elevator into the vibrating screen tower.
The vibrating screen precisely screens the aggregates into different particle sizes (e.g., 0-3mm, 3-6mm, 6-11mm, etc.) and stores them in the corresponding hot bins.
4. Precise Weighing:
This is the core of the “batch” process. According to the preset recipe, the control system precisely weighs the required weight of aggregates from each hot bin.
Simultaneously, the bitumen in the bitumen tank is heated and pumped to the bitumen scale for precise weighing.
Mineral filler is also weighed by a separate system.
5. Forced Mixing:
All precisely weighed aggregates, bitumen, and filler are sequentially fed into the mixer.
Inside the mixer, powerful mixing blades vigorously and uniformly mix the materials within a short period (typically 30-45 seconds) through forced mixing, forming a uniformly coated finished asphalt mixture of consistent quality.
6. Finished Mixture Storage & Truck Loading:
The mixed finished mixture is discharged through a chute into the finished product silo for temporary insulated storage, or directly loaded into waiting trucks for transport to the paving site.
| Parameter | JL-M40E | JL-M60E | JL-M90E |
|---|---|---|---|
| Capacity (t/h) | 30-40 t/h | 50-60 t/h | 80-90 t/h |
| Cold Feed Bins | 3/4/5/6 optional | ||
| Drying Drum Capacity | 30-40 t/h | 50-60 t/h | 80-100 t/h |
| Burner | Diesel, Heavy Oil, LNG, LPG, Coal | ||
| Dust Collector | Gravity Dust Collector + Baghouse Filter | ||
| Filler Silo | New Filler Silo + Recycled Filler Silo (optional) | ||
| Mixer Capacity | 500 kg | 800 kg | 1000 kg |
| Number of Screen Decks | 3, 4, 5 Decks | ||
| Finished Product Silo | Side-Mounted Silo | ||
| Bitumen Tank | Direct Heating / Thermal Oil Heating / Electric Heating | ||
| Bitumen Tank Type | Horizontal / Vertical | ||
| Control System | PLC + PC Control, with CCTV Monitoring and Remote Diagnosis | ||






