

 简体中文
简体中文 English
English Русский язык
Русский язык WhatsApp: +86 15083395008
WhatsApp: +86 15083395008MAYBE YOU ARE INTERESTED IN
Jinlei MACHINERY knows what you expect from a mining project, and we are making it happen with unrivaled products and services.
Leave Message
Application Areas: It is the preferred equipment for projects with extremely high quality requirements for asphalt mixtures, such as expressways, national highways, main roads, urban roads, airports, ports, water conservancy projects, and bridges.



Cold Aggregate Supply System
1. Adopts frequency control for the belt feeders, ensuring reliable performance. The modular design facilitates convenient and efficient installation and transportation.
2. The hopper discharge gate is adjustable, equipped with a material shortage alarm device, and the feeding direction can be flexibly adjusted.
3. The conveyor belt is equipped with a deviation prevention protection device.
4. The belt feeders adopt frequency conversion speed regulation, offering a wide speed range and high working efficiency.
5. Each discharge outlet is equipped with a material shortage alarm device, which automatically activates in case of material shortage or bridging.
6. A vibrator is installed on the sand bin to ensure normal operation.
7. A screen is installed on the top of the cold aggregate hopper to prevent excessive material from entering.
8. The conveyor belt uses a seamless round belt for smooth operation and long service life.
9. The feed inlet of the feeding belt conveyor is equipped with a simple screen to prevent excessive material from entering, improving thermal efficiency and ensuring the operational reliability of the drying drum, hot aggregate elevator, and vibrating screen.
Drying Drum System
1. The digital control system is compatible with diesel, heavy oil, or natural gas.
2. The professionally designed drying drum flights work efficiently with the burner to achieve optimal heat exchange.
3. The wide-range material handling capacity, combined with the external design of the drying drum, helps reduce fuel consumption and save energy.
4. Temperature indicators are installed at the drum exhaust outlet and the drying drum discharge outlet for easy real-time observation and adjustment.
5. The optimized geometry of the drying drum flights ensures an extremely efficient drying and heating process, reducing energy consumption. Compared with traditional designs, heating efficiency is improved by 30%.
6. Due to its high heating efficiency, the drum surface temperature is relatively low, significantly shortening the cooling cycle after operation.
7. Adopts the Honeywell brand intelligent temperature control system.
8. Uses an Italian brand high combustion efficiency burner to ensure low exhaust emissions (e.g., CO₂, low NOx, SO₂).
9. Can be equipped with burners adaptable to diesel, heavy oil, natural gas, coal, or multiple fuels.
10. Adopts international standard components, resulting in low maintenance costs.
Elevating System
1. Clean-type bucket elevator equipped with an automatic tensioning device for smooth operation.
2. Both the eccentric discharge outlet and the elevator buckets are made of wear-resistant materials, with multiple noise reduction measures incorporated.
Dust Collection System
1. Multi-stage dust collection system that collects and recycles dust of different sizes separately, improving material utilization.
2. Uses a large-area filter bag with pulse jet cleaning and a high-pressure reverse blowing system, achieving high dust removal efficiency and meeting environmental protection standards.
3. Equipped with high and low temperature protection devices. Uses USA Dupont NOMEX filter bags, which are high-temperature resistant, have a long service life, and are easy to replace without special tools.
4. Equipped with an adjustable induced draft fan damper to reduce energy consumption and improve energy efficiency.
5. The primary gravity dust collector collects finer dust, reducing consumption.
6. The baghouse filter (secondary dust collector) achieves emissions of less than 20mg/Nm³, meeting environmental protection requirements.
7. An intelligent temperature control system automatically opens the cold air valve when the dust temperature exceeds the set value, preventing high-temperature damage to the filter bags.
8. Uses high-pressure pulse jet cleaning technology, which helps reduce bag wear, extend service life, and enhance dust removal performance.
Screening System
1. High-strength, durable screen meshes with a segmented layout.
2. Fully sealed unit with a negative pressure design to prevent dust from escaping.
3. Optimized vibration and amplitude to enhance screen performance.
4. The feed inlet is equipped with a wear-resistant and noise-reducing system, which also ensures even distribution of the mixture.
5. Open-type doors facilitate inspection and simplify the screen replacement process, reducing downtime.
6. The optimal combination of vibration direction and screen box inclination ensures effective classification and screening efficiency.
Weighing System
1. An advanced computer automatic compensation function ensures more accurate weighing control.
2. Aggregates are discharged in stages, with program-controlled precise batching to guarantee high weighing accuracy.
3. The asphalt scale is equipped with an improved filter and rectifier, controlled by a fast-acting pneumatic valve.
4. Adopts a real-time dynamic tracking "weight measurement" method, with coarse and precise asphalt discharge to ensure an accurate and stable aggregate-to-bitumen ratio.
5. Uses TOLEDO brand load cells to ensure weighing accuracy and guarantee the quality of the asphalt mixture.
Mixing System
1. Modular integrated design facilitates transportation and installation, with adequate space reserved for maintenance and safety protection facilities.
2. Full-cycle, three-dimensional mixing tank with high-efficiency mixing device and safety interlock system, ensuring even mixing and reliable operation.
3. The liner and blades are made of wear-resistant materials, with built-in noise reduction devices to extend service life.
4. The mixer adopts a three-dimensional mixing design, featuring a series of long arms, short shaft diameters, and bi-directional mixing blades.
5. The discharge process has been redesigned to achieve the shortest possible discharge time.
6. The clearance between the mixing blades and the bottom of the mixer is optimized.
7. Bitumen is sprayed evenly onto the aggregates from multiple points by a pressurized pump, achieving full coverage and high mixing efficiency.
Filler Supply System
1. The filler silo adopts a modular design for easy transportation and installation.
2. Equipped with convenient level indicators and other devices to ensure continuous and uniform filler supply.
3. Reclaimed filler is centrally stored and conveyed (with optional wet treatment), thoroughly solving dust issues.
4. Provides multiple arch breaking solutions to suit different filler discharge methods.
Bitumen Supply System
1. Bitumen tanks and pipelines are equipped with insulation layers to reduce heat loss.
2. Bitumen tanks are equipped with level and temperature display devices for easy monitoring.
3. The thermal oil heating system is equipped with a complete automatic control system, allowing independent operation and precise control.
4. The bitumen tank is robust and durable, with different sizes and capacities available upon request. The tank exterior is covered with rock wool insulation material and galvanized steel sheet to minimize heat loss.
5. Bitumen tanks are heated by thermal oil to ensure the asphalt reaches the required temperature.
Finished Product Storage System
1. Can be equipped with finished product silos with bottom or side discharge for flexible layout.
2. The finished product silo adopts a modular design for easy installation; the silo body is equipped with an insulation layer to reduce temperature drop.
3. The discharge gate is equipped with a heating device to prevent material solidification and dust escape.
Pneumatic System
1. Key components such as solenoid valves and cylinders have reliable performance and long service life.
2. Quick connectors are used for air circuit connections, ensuring fast and convenient operation.
3. The air supply is purified, clean, and free from blockage, effectively extending the service life of the cylinders.
Electrical Control System
1. The control room is integrated for easy operation, with external protection and internal temperature control design to ensure stable operation under various environmental conditions.
2. Uses well-known brand electrical components with multi-level interlock protection for stable and reliable operation.
3. Offers multiple working modes such as automatic, semi-automatic, and manual, making it easy to learn and operate.
4. Uses PLC or industrial PC with a human-machine interface, featuring production recipe storage and production data recording functions.
5. Advanced AI large model helps you predict and maintain every equipment component in advance.
6. Features automatic equipment status diagnosis, fault alarm, and prompt functions.
7. Uses Siemens electrical components for stable operation even under harsh working conditions.
8. Uses Omron PLC and touchscreen, offering strong data processing capabilities, automatic control of data tables, and real-time storage of various operating data.
9. All system power switches can be controlled via the control panel for simple and easy operation.
10. Multi-language compatibility, with display language selectable according to customer needs.
11. The control cabinet has a protection rating of IP55, complying with the world's highest industry standards.
12. Equipped with a container-type control room featuring thermal and acoustic insulation.
13. Equipped with global remote automatic detection function.
High Batching Accuracy, Stable Quality
Batch weighing and forced mixing ensure that the gradation and bitumen-aggregate ratio of each batch strictly meet the design requirements. This is the fundamental reason why it can be used for high-grade highways.
Good Flexibility, Strong Adaptability
The production recipe can be easily changed to quickly produce asphalt mixtures of different specifications and types. It also has stronger adaptability to changes in raw material particle size.
Excellent Environmental Performance
The complete baghouse filter system effectively controls dust emissions, meeting stringent environmental protection standards.
Mature Technology, High Reliability
As the most classic structural configuration, its technology is highly mature, with a relatively low failure rate and convenient maintenance.
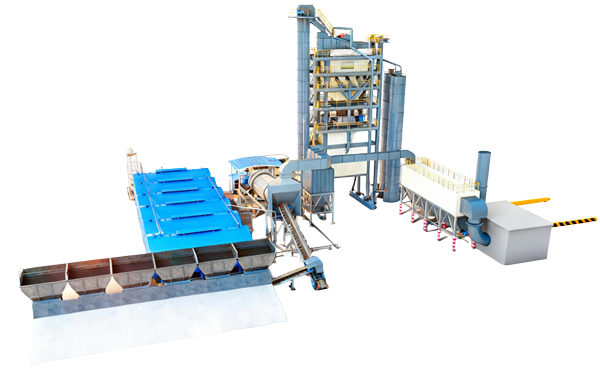
Feeding and Drying
Cold aggregates are preliminarily proportioned in the cold feed bins, then conveyed by the belt conveyor into the drying drum to be dried and heated.
Elevating and Screening
Hot aggregates are lifted by the bucket elevator into the vibrating screen, where they are screened by particle size and stored in the corresponding hot bins.
Precise Weighing
Under the command of the control system, each hot bin, filler silo, and bitumen tank discharges material into their respective weighing hoppers according to the recipe, achieving precise weighing.
Mixing
All weighed materials (aggregates, filler, bitumen) are sequentially fed into the mixer for forced mixing.
Discharging
The finished mixture is discharged into the finished product silo, waiting to be loaded into trucks for transport to the job site.
At this point, one cycle is completed, and the plant immediately begins the next cycle.

| Parameter | JL500 | JL800 | JL1000 | JL1200 | JL1500 | JL2000 | JL2500 | JL3000 | JL4000 |
|---|---|---|---|---|---|---|---|---|---|
| Capacity (T/h) | 40 | 60 | 80 | 100 | 120 | 160 | 200 | 240 | 320 |
| Cold Aggregate Supply System | |||||||||
| Hopper Volume (m³) | 4×4.5m³ | 4×4.5m³ | 4×6.5m³ | 4×8m³ | 4×10m³ | 5×13m³ | 5×13m³ | 5×15m³ | 6×15m³ |
| Belt Conveyor Capacity (T/h) | 60 | 80 | 100 | 120 | 140 | 180 | 220 | 280 | 360 |
| Drying Drum System | |||||||||
| Dryer Drum Size (mm) | 1200×5200 | 1200×5500 | 1500×6600 | 1500×6600 | 1800×8000 | 1900×9000 | 2200×9000 | 2600×9500 | 2800×10200 |
| Drying Capacity (T/h) | 40-60 | 60-70 | 80-100 | 100-120 | 120-140 | 160-180 | 200-220 | 240-260 | 320-360 |
| Burner (Oil) (Kg/h) | 70-300 | 100-400 | 60-600 | 100-1000 | 100-1000 | 140-1400 | 180-1800 | 180-1800 | 250-2500 |
| Fuel Consumption (Kg/T) | 6.2-7 | 6.2-7 | 6.2-7 | 6.2-7 | 6.2-7 | 6.2-7 | 6.2-7 | 6.2-7 | 6.2-7 |
| Main Tower | |||||||||
| Screen (Decks) | 4 | 4 | 4 | 4 | 4 | 4/5 | 5 | 5 | 6 |
| Aggregate Weighing (Kg) | 3×500 | 3×1000 | 3×1000 | 3×1500 | 3×1500 | 3×2000 | 3×3000 | 3×3000 | 3×5000 |
| Bitumen Weighing (Kg) | 3×100 | 3×100 | 3×100 | 3×200 | 3×200 | 3×200 | 3×500 | 3×500 | 3×500 |
| Filler Weighing (Kg) | 3×100 | 3×100 | 3×100 | 3×200 | 3×200 | 3×200 | 3×500 | 3×500 | 3×500 |
| Mixer Capacity (Kg) | 500 | 800 | 1000 | 1300 | 1500 | 2000 | 2500 | 3000 | 4000 |
| Mixing Cycle (sec) | 45 | 45 | 45 | 45 | 45 | 45 | 45 | 45 | 45 |
| Dust Collection System | |||||||||
| Baghouse Filter Area (m²) | 200 | 300 | 430 | 480 | 550 | 650 | 700 | 1050 | 1350 |
| Induced Draft Fan Power (KW) | 18.5/22 | 30/37 | 45 | 55 | 2×45 | 2×55 | 2×75 | 2×90 | 2×110 |
| Bitumen Temperature (℃) | 140-180 | 140-180 | 140-180 | 140-180 | 140-180 | 140-180 | 140-180 | 140-180 | 140-180 |
| Finished Silo (Optional) (T) | - | - | 30 | 30 | 30 | 60 | 100 | 100 | 100/200 |
| Total Power (KW) | 150 | 180 | 270 | 300 | 390 | 500 | 570 | 640 | 800 |
* Plant capacity is based on the following standard working conditions:
Atmospheric Pressure: 760mmHg | Ambient Temperature: 20℃ | Material Passing 40mm Mesh: 100% | Material Passing 3mm Mesh: 40%
Material Passing 74µm: ≤7% | Aggregate Temperature at Dryer Drum Discharge: 160℃ | Aggregate Density: 1650kg/m³
Aggregate Specific Heat: 0.21kcal/kg℃ | Filler Content: 5% | Bitumen Content: 5% | Sand Content: ≤40%
Maximum Aggregate Size: ≤40mm | Average Moisture Content of Cold Aggregate: ≤5% | Cycle Time per Batch: 45s
Diesel Calorific Value: ≥10500Kcal/kg | Heavy Oil Calorific Value: ≥9850Kcal/kg | Natural Gas Calorific Value: ≥8000Kcal/Nm³ | Coal Calorific Value: ≥5500Kcal/kg






