

 简体中文
简体中文 English
English Русский язык
Русский язык WhatsApp: +86 15083395008
WhatsApp: +86 15083395008MAYBE YOU ARE INTERESTED IN
Jinlei MACHINERY knows what you expect from a mining project, and we are making it happen with unrivaled products and services.
Leave Message
Application Areas: Full-line subgrade base course construction for highways and first-class roads. Infrastructure construction for large airport runways and port yards. Extra-large municipal projects and industrial park road network construction. Production and supply bases for commercial stabilized soil / water-stabilized material. Critical projects with extremely stringent requirements for environmental protection and project quality.
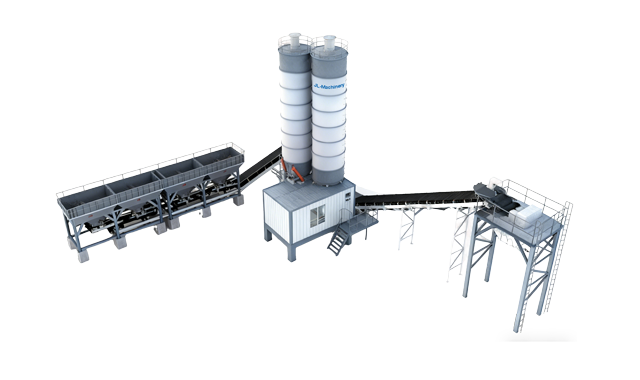




Main Structural Composition (Systematic Modules)
Aggregate Batching System:
Aggregate Storage Bins: Typically 4-8 independent bins constructed from steel plate or concrete, with large capacity for storing multiple specifications of aggregates.
Feeding System: Commonly uses a loader to feed aggregates into the bins, or employs an underground hopper with an inclined belt conveyor for automatic feeding.
Precise Metering System: Each bin is equipped with a high-precision variable frequency belt feeder or vibrating feeder underneath, achieving continuous and accurate metering of aggregates.
Filler Supply System:
Large Filler Silos: Typically vertical tanks with a capacity of 100-300 tons, used for storing cement, fly ash, lime, etc. The number is configured based on mix ratio requirements (e.g., 2-4 units).
Conveying and Metering: Filler is conveyed via screw conveyors to high-precision filler scales (mostly screw scales or loss-in-weight scales) for metering, achieving an accuracy of ±0.5% to ±1%.
Water Supply System:
- Includes large water storage tanks, water pumps, pipelines, and high-precision flow meters or water scales, ensuring precise control of the water-cement ratio.
Mixing System – Core Unit:
Twin-Shaft Continuous Mixer: The mainstream choice, featuring intensive mixing, continuous discharge, and extremely high efficiency. Advanced shaft end sealing technology prevents slurry leakage.
Twin-Cylinder Twin-Shaft Continuous Mixer: Optimizes the mixing process and extends mixing time to achieve optimal mixture uniformity, thereby producing finished material with stable quality and excellent performance.
Finished Material Conveying and Storage System:
Finished Material Belt Conveyor: Transports the mixed material to the storage area.
Large Finished Material Silo: Typically with a capacity of around 30 tons. Used to buffer production and transportation imbalances, enabling uninterrupted production and rapid loading.
Direct Discharge into Storage Shed: For ultra-high-capacity plants, the mixture may be discharged directly into an enclosed storage shed, where multiple loaders perform simultaneous loading.
Steel Structure Main Frame and Control System:
Main Frame: A large steel structure that integrates all modules and is fixed onto a concrete foundation.
Fully Automatic Control System: The core brain. Utilizes an industrial PC (IPC) + programmable logic controller (PLC) to achieve fully automated control from batching and mixing to discharge, featuring recipe management, production data recording, report printing, fault diagnosis, and remote monitoring.
Advanced Environmental Protection System (Modern Standard):
Centralized Dust Collection System: Dust collection hoods are installed at all dust generation points, such as the tops of filler silos, metering scales, and mixer inlets.
Enclosed or Semi-Enclosed Structure: The entire plant is enclosed, especially the batching and mixing areas, effectively suppressing dust and noise.
Sand and Stone Separation and Water Recovery System (Optional): Wastewater from cleaning mixers and vehicles is treated and recycled, achieving zero discharge.
Outstanding Features and Advantages
Ultra-High Production Capacity and Stability: Single-plant hourly output can reach 400–800 tons, reliably supplying the demands of large-scale projects.
Excellent Metering Accuracy and Mixing Quality: Utilizes the most precise metering components and proven mixing technology, producing mixtures with extremely high uniformity and strength consistency, ensuring project quality from the source.
High Degree of Automation and Intelligence: “One-key” operation reduces human error, and production data is fully traceable, meeting modern construction management requirements.
Powerful Environmental Protection Capability: Can be equipped with industry-leading dust collection, noise reduction, and wastewater recovery systems to meet construction requirements in urban and environmentally sensitive areas.
Long-Term Operational Economy: Although initial investment and foundation construction costs are higher, its long service life, high production capacity, and exceptional reliability result in lower unit output cost and significant economic benefits over long-term, high-volume production.
Excellent Material Adaptability: Capable of handling larger aggregate sizes (e.g., ≤40mm), equipped with more bins, and offering flexible formula adjustments.
Its working process is an industrial production process of precise metering → forced mixing:
Precise Batching: According to the preset formula, the control system simultaneously activates each aggregate feeder, filler scale, and water supply unit, feeding all raw materials in precise proportions.
Aggregate Conveying: The metered aggregates and filler converge onto the collecting belt conveyor and are transported to the mixer; water is simultaneously sprayed in through nozzles.
Intensive Mixing: Inside the twin-shaft mixer, all materials are intensely sheared, tossed, and circulated by high-speed rotating blades, achieving high uniformity within a short period (typically 20–40 seconds).
Finished Product Storage and Discharge: The uniform mixture is conveyed by the finished product belt conveyor into a large-capacity finished product silo for temporary storage, waiting to be transported by dump trucks to the construction site.
| Parameter | WCB400 | WCB500 | WCB600 | WCB700 | WCB800 | WCB900 |
|---|---|---|---|---|---|---|
| Rated Productivity | 400 t/h | 500 t/h | 600 t/h | 700 t/h | 800 t/h | 900 t/h |
| Installed Power | ~130 kW | ~160 kW | ~190 kW | ~220 kW | ~250 kW | ~300 kW |
| Number of Aggregate Bins | 4 Bins | 4-5 Bins | 5-6 Bins | 6 Bins | 6-8 Bins | 8+ Bins |
| Aggregate Particle Size | ≤40 mm | ≤40 mm | ≤40 mm | ≤40 mm | ≤40 mm | ≤40 mm |
| Filler Silo Capacity | 2×100t | 2×150t | 2×200t | 3×200t | 3×200t | 4×200t |
| Metering Accuracy | Aggregate: ≤±2% Filler: ≤±1% Water: ≤±1% | Aggregate: ≤±2% Filler: ≤±1% Water: ≤±1% | Aggregate: ≤±2% Filler: ≤±1% Water: ≤±1% | Aggregate: ≤±2% Filler: ≤±1% Water: ≤±1% | Aggregate: ≤±2% Filler: ≤±1% Water: ≤±1% | Aggregate: ≤±2% Filler: ≤±1% Water: ≤±1% |
| Mixer | Twin-Shaft Continuous | Twin-Shaft Continuous | Twin-Shaft Continuous | Twin-Shaft Continuous | Twin-Shaft Continuous | Twin-Shaft Continuous |
| Finished Material Silo Capacity | 50 t | 80 t | 100 t | 150 t | 200 t | 200 t+ |
| Control Method | Fully Automatic Computer Control (PLC + Industrial PC) | Fully Automatic Computer Control (PLC + Industrial PC) | Fully Automatic Computer Control (PLC + Industrial PC) | Fully Automatic Computer Control (PLC + Industrial PC) | Fully Automatic Computer Control (PLC + Industrial PC) | Fully Automatic Computer Control (PLC + Industrial PC) |
| Key Features | Economical & Practical Stationary Plant | Medium-Scale Projects Main Plant | High-Grade Highways Mainstream Plant | Large-Scale Projects High-Efficiency Plant | High Output Heavy-Duty Plant | Ultra-Large / Commercial Plant |
Note: The above parameters are typical industry ranges; actual values may vary by manufacturer and configuration.
Definition: The number of tons of qualified stabilized soil produced per hour by the equipment under ideal operating conditions.
Selection Logic: Calculate the required hourly output based on total project volume, planned construction period, and daily operating hours. It is recommended to select a model with 20%-30% higher capacity than the theoretical maximum demand to account for temporary production reductions due to equipment maintenance, adverse weather, transportation delays, etc., ensuring project schedule safety.
Model Classification:
400-500 t/h: Medium stationary plant, suitable for first-class highways and large municipal projects.
600-700 t/h: Mainstream and high-end choice, fully meeting the construction intensity requirements of national high-grade roads such as highways and high-speed railways.
800 t/h and above: Extra-large projects, regional commercial stabilized soil supply centers, or projects with extremely demanding schedules.
The quantity directly corresponds to the types of different specification aggregates (e.g., 1# crushed stone, 2# crushed stone, 3# stone chips, manufactured sand, etc.) that can be independently metered and proportioned.
4 Bins: Meets the basic production requirements of most conventional water-stabilized crushed stone (e.g., cement-stabilized graded crushed stone).
6 Bins or More: Provides extremely high formula flexibility, enabling precise implementation of more complex and optimized aggregate gradation designs, which helps improve mixture performance (e.g., strength, crack resistance) and adapts to multiple material sources.
Stationary equipment typically can handle aggregate up to ≤40 mm, fully covering the gradation requirements for base and subbase layers.
During selection, it is crucial to verify the maximum nominal particle size of the base material in the construction drawings, ensuring the equipment's capacity meets or exceeds the design requirements.
Accuracy standards for stationary plants are generally higher than for mobile plants (especially for filler and water).
Filler (Cement) Accuracy ±1%: This is the core factor ensuring stable and compliant unconfined compressive strength of the mixture.
Water Accuracy ±1%: Precise water-cement ratio is key to controlling optimum moisture content, ensuring compaction density, and preventing drying shrinkage cracks.
High accuracy means more stable project quality and less material waste.
A large-capacity finished material silo is a guarantee of high efficiency for stationary plants. It enables "uninterrupted production, no waiting for loading."
The larger the capacity, the greater the fault tolerance for transportation fleet scheduling, effectively absorbing fluctuations from vehicle queuing or temporary shortages, allowing the mixer to operate continuously at its optimal state.
Installed Power: Determines the initial investment in transformer capacity and the long-term electricity cost during production. Power consumption increases sharply with output.
Environmental Protection Configuration: Modern stationary plants typically come standard with full enclosure and centralized pulse-jet baghouse dust collectors. In areas with strict environmental regulations, additional considerations such as asphalt fume treatment (if producing asphalt-containing base materials) and rainwater recovery systems may be required. Environmental investment is the "entry ticket" for project approval.
Step 1: Determine Output and Materials: Calculate the required production rate, and identify the maximum aggregate particle size and the number of aggregate types.
Step 2: Assess Site and Infrastructure: Verify that there is sufficient space (including for the main equipment, material stockpiles, roads, and office areas) and plan for a robust concrete foundation.
Step 3: Calculate Power and Environmental Requirements: Confirm that the power grid can meet the equipment's power demand, and understand local environmental standards to determine the required level of enclosure and dust collection.
Step 4: Balance Investment and Operation: Among the models that meet the first three steps, select the most cost-effective option. Typically, the WCB600/WCB700 models represent the "sweet spot" for most high-standard projects, offering the best balance of performance, price, and reliability.
The model spectrum of stationary stabilized soil mixing plants clearly reflects the industrial equipment logic of "greater capacity comes with greater responsibility (configuration and cost)." When selecting, it is not just about choosing an "output number"; it is about choosing a complete set of "storage capacity, metering system, power configuration, environmental protection scheme, and automation level" that matches that output.






