

 简体中文
简体中文 English
English Русский язык
Русский язык WhatsApp: +86 15083395008
WhatsApp: +86 15083395008MAYBE YOU ARE INTERESTED IN
Jinlei MACHINERY knows what you expect from a mining project, and we are making it happen with unrivaled products and services.
Leave Message
Application Areas: Asphalt mixing plants, cement production, industrial heating, drying
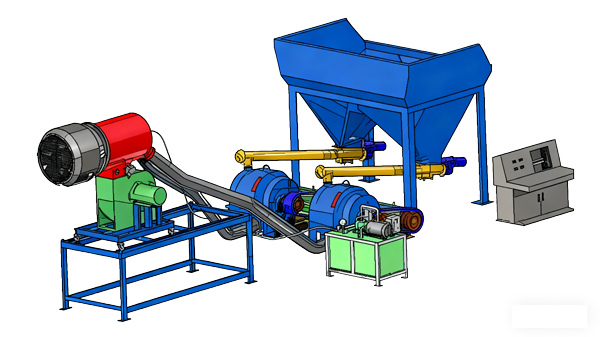




I. Basic Components of Pulverized Coal Burner
The pulverized coal combustion system typically consists of the following parts:
Burner Main Unit: The core combustion device, including the combustion chamber, air ducts, ignition system, etc.
Coal Powder Preparation & Storage System: Such as coal powder storage silo, coal conveying system.
Automatic Control System: Used to adjust air volume, coal powder feed rate, flame shape, etc.
Auxiliary Equipment: Such as fans, valves, instruments, etc.
II. Main Technical Features
1. Semi-Open Combustion Technology
Adopts advanced German "semi-open pulverized coal combustion" technology to reduce flame erosion and scouring on the inner wall of the combustion chamber. The inner wall of the combustion chamber hardly forms slag, offering long service life and maintenance-free operation.
2. Multi-Air Duct Design
The air duct layout is rational, and the air distribution ratio is optimized through calculation, ensuring thorough mixing of the pulverized coal airflow within the combustion chamber. The flame is stable, combustion is complete, and thermal efficiency is high.
3. Adjustable Flame Shape
The air damper can be adjusted remotely with stepless control. The flame length and intensity can be adjusted in real time according to operating conditions. Suitable for different heating requirements, improving heating efficiency.
4. Heat-Resistant Steel Combustion Chamber
The combustion chamber is made of imported heat-resistant steel, eliminating the use of consumable materials such as refractory bricks. Long service life and low routine maintenance costs.
5. Highly Automated Control
The control system supports both manual and automatic modes:
Basic Control: Manual adjustment via the operation panel.
Automatic Operation: Adopts intelligent control with "touch screen + PLC," automatically adjusting coal powder feed rate and air volume based on the set temperature.
6. Multi-Fuel Compatibility
Seamless switching with oil or gas combustion systems enables multi-fuel combustion, offering high flexibility.
Adopts multi-air duct air distribution technology with a rational air duct layout, ensuring thorough mixing of pulverized coal and air.
The flame burns continuously and stably in the combustion chamber, achieving complete combustion and significantly improved thermal efficiency.
Measured data shows that coal consumption per ton of finished product has been reduced from 12.3 kg/t with traditional burners to 10.5 kg/t.
Supports remote stepless damper adjustment, allowing real-time adjustment of flame length, intensity, and shape.
Adapts to different operating conditions, enabling precise heating and improving process quality.
The combustion chamber is made of imported heat-resistant steel, abandoning traditional refractory bricks to eliminate slagging and damage.
Adopts "semi-open combustion" technology to reduce flame scouring on the furnace wall, greatly extending service life with minimal routine maintenance.
Equipped with a "touch screen + PLC" fully automatic control system that automatically adjusts coal powder feed rate and air volume based on the set temperature.
Supports both manual and automatic modes, offering flexible operation and reducing the need for manual intervention.
In addition to the pure pulverized coal model (TD series), gas-coal dual fuel (TDN) and oil-coal dual fuel (TDG) models are available, enabling seamless switching between multiple fuels.
Strong adaptability to coal quality, especially suitable for bituminous coal with high volatile content.
Pulverized coal price is much lower than that of fuel oil and natural gas, significantly reducing fuel costs.
Comparison shows that using a pulverized coal burner can save more than 50% on fuel cost per ton of finished product compared to oil or gas burners.
Complete combustion results in low unburned carbon content in the flue gas, reducing pollutant emissions.
High combustion efficiency also means lower energy consumption per unit of output, aligning with green production trends.
With its comprehensive advantages of high combustion efficiency, intelligent control, durable construction, and economic operation, the TD series pulverized coal burner is particularly suitable for industrial kilns and boiler systems in industries such as cement, chemical, metallurgy, and heating. It is an advanced combustion device that offers both performance and cost-effectiveness.
Pulverized coal burners have a clear advantage in fuel cost:
| Burner Type | Fuel Consumption (per ton of finished product) | Fuel Unit Price | Fuel Cost (per ton) |
|---|---|---|---|
| Pulverized Coal Burner | 10.5 kg | 0.9 RMB/kg | 8.4 RMB |
| Heavy Oil Burner | 7.5 kg | 2.5 RMB/kg | 21.0 RMB |
| Natural Gas Burner | 6.5 Nm³ | 3.2 RMB/Nm³ | 20.8 RMB |
| Cost Comparison: Pulverized Coal Burner (8.4 RMB/t) < Natural Gas Burner (20.8 RMB/t) < Heavy Oil Burner (21.0 RMB/t) | |||
Annual Cost Savings Example: With an annual output of 150,000 tons, using a pulverized coal burner saves approximately 1.89 million RMB per year compared to heavy oil or natural gas.
1. Fuel and Primary Air Conveying
Pulverized coal is fed from the storage silo into the burner via the conveying system, where it mixes with primary air (conveying air) to form a pulverized coal airflow, which is then ejected from the central nozzle of the burner.
2. Swirl Secondary Air for Combustion Support
Secondary air passes through a specially designed swirler to generate a rotating airflow, which is injected at high speed from the periphery of the pulverized coal airflow.
Functions of the swirling air:
- Entrains high-temperature flue gas to help preheat and ignite the pulverized coal.
- Intensely mixes with the pulverized coal, providing sufficient oxygen.
- Forms an "air-enveloped coal" structure to protect the furnace wall and reduce slagging.
3. Multi-Air Duct Staged Air Distribution
The burner is equipped with several independent air ducts, with air volume adjustable as needed:
- Inner layer air: Controls the ignition point and shape of the flame root.
- Middle layer swirling air: Enhances mixing and stabilizes combustion.
- Outer layer straight air: Extends the flame to ensure complete burn-out of the pulverized coal.
This staged air distribution divides the combustion process into ignition zone, combustion zone, and burn-out zone, achieving staged combustion and improving efficiency.
4. Intelligent Flame Adjustment
The opening of each air duct valve is remotely adjusted via electric or hydraulic actuators, changing the air distribution ratio.
Adjustment effects:
- Increasing swirling air → Flame becomes shorter, thicker, and more concentrated in temperature.
- Increasing straight air → Flame becomes longer, thinner, and provides more uniform heating.
Achieves "one burner, multiple flame shapes" to suit different process requirements.
5. Heat-Resistant Structure Ensures Continuous Operation
The burner head is made of heat-resistant steel, eliminating the need for refractory bricks.
The special air duct layout keeps the flame core away from the inner wall, greatly reducing slagging and burn damage, enabling long-term maintenance-free operation.
💡 Summary of Technical Core
| Key Mechanism | Implementation Method | Main Function |
|---|---|---|
| Rich-Lean Separated Combustion | Rich coal powder in center + Lean air at periphery | Stable ignition, reduced NOx formation |
| Swirl Mixing | Multi-layer swirl vane design | Enhanced turbulence, increased combustion efficiency |
| Staged Air Distribution | Multiple independently adjustable air ducts | Staged combustion, high fuel burn-out rate |
| Air-Enveloped Coal Structure | Secondary air envelops primary air/coal flow | Protects furnace wall, almost no slagging |
| Intelligent Airflow Control | PLC + Touch screen remote adjustment | Precise and adjustable flame shape and temperature |
🏭 Working Process Summary Pulverized coal conveying → Primary air carrying → Swirl secondary air mixing → Multi-stage staged combustion → Remotely adjustable flame shape → Fully burned to generate high-temperature flue gas
This working principle makes the TD series burner significantly superior to traditional burners in combustion stability, thermal efficiency, fuel adaptability, and operational flexibility.
| Model | Fuel | Control Mode | Output Power (kW) | Coal Consumption (kg/h) |
|---|---|---|---|---|
| TD-200 | Pulverized Coal | Electronic Proportional Control | 240 - 1,400 | 50 - 200 |
| TD-500 | Pulverized Coal | Electronic Proportional Control | 1,050 - 3,500 | 150 - 500 |
| TD-1000 | Pulverized Coal | Electronic Proportional Control | 2,800 - 7,000 | 400 - 1,000 |
| TD-2000 | Pulverized Coal | Electronic Proportional Control | 4,200 - 49,000 | 600 - 2,000 |
| TD-3000 | Pulverized Coal | Electronic Proportional Control | 6,300 - 21,000 | 900 - 3,000 |
| TD-4000 | Pulverized Coal | Electronic Proportional Control | 8,400 - 28,000 | 1,200 - 4,000 |
| TD-5000 | Pulverized Coal | Electronic Proportional Control | 10,300 - 39,000 | 1,500 - 5,500 |






