

 简体中文
简体中文 English
English Русский язык
Русский язык WhatsApp: +86 15083395008
WhatsApp: +86 15083395008MAYBE YOU ARE INTERESTED IN
Jinlei MACHINERY knows what you expect from a mining project, and we are making it happen with unrivaled products and services.
Leave Message
Application Areas: Road Construction, Airports, Runways
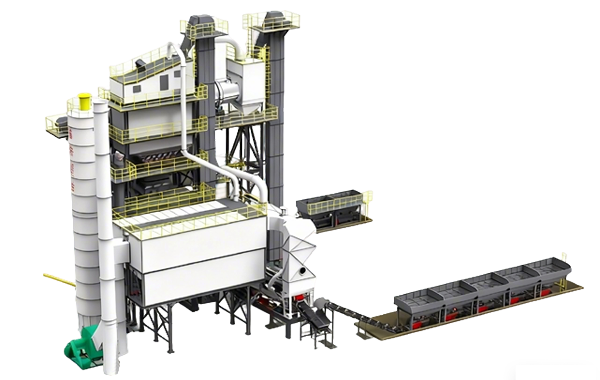




Through innovative engineering design, the two processes of "producing new material" and "recycling" — which might have previously constrained each other — are integrated into a single, efficient, stable, and synergistic organic system. It makes using Reclaimed Asphalt Pavement (RAP) no longer a compromised, downgraded option, but an efficient, high-quality, and standardized production choice. This is not only a technological breakthrough but also a reflection of a forward-looking concept centered on a circular economy and green manufacturing.
Six Core Product Advantages
1. Excellent Cost Performance
Integrated drying and mixing functions, combined with an optimized dust collection structure, deliver efficient and stable production capacity. Both the drying drum and mixer are manufactured with high wear-resistant materials, significantly extending service life and reducing maintenance costs.
2. High-Efficiency & Energy-Saving Design
The burner adopts high-efficiency medium atomization technology for improved combustion efficiency. The advanced drying drum design ensures more effective heat exchange between aggregates and RAP material, resulting in lower energy consumption and higher mixture quality. The hot aggregate bin is equipped with professional insulation materials, and all thermal operation sections are fitted with thermal insulation measures to effectively reduce heat loss and enhance energy savings.
3. Outstanding Environmental Performance
The entire plant features a fully enclosed design, with all components operating under negative pressure to significantly reduce dust emissions. Specialized asphalt fume treatment equipment is additionally provided to fully meet environmental emission standards and safeguard the working environment.
4. Stable and Reliable Operation
Key core components are sourced from top international brands, ensuring quality assurance. All transmission components are equipped with multiple safety protection devices to effectively mitigate operational risks and ensure long-term stable operation of the plant.
5. Easy Expansion and Upgrading
The modular design concept ensures that each functional component is rationally arranged with standardized interfaces, making future function expansion flexible and convenient. Customized upgrade solutions can be provided based on the customer's business development needs to accommodate different production scales.
6. Intelligent AI Large Model
By deploying a leading intelligent AI large model, managers are provided with a 24/7 comprehensive production management hub, enabling real-time insight and precise control over the entire production process. AI becomes the super brain of production management, ushering in a new era of management.
Feeding: Cold aggregates are proportionally taken from each hopper and conveyed by belt conveyor into the drying drum.
Heating: The aggregates are heated and dried to the set temperature inside the drying drum.
Elevating & Screening: The hot aggregates are lifted to the vibrating screen, where they are stored in separate bins according to particle size.
Precise Weighing: Under the command of the control system, all materials required for one batch are precisely discharged from each hot bin, filler scale, and asphalt scale.
Mixing: All materials undergo dry mixing and wet mixing in the mixer to form a uniform finished mixture.
Discharging & Storage: The finished mixture is discharged into a transfer trolley and then fed into the finished product silo for insulated storage.
Dust Collection: Dust generated during heating and conveying processes is collected and purified by the dust collection system, with the entire plant operating under negative pressure.
Once this batch is discharged, the plant immediately begins the next cycle, repeating the process for continuous production.
| Parameter | JL1000+HAR800 | JL1500+HAR1000 | JL2000+HAR1000 | JL2000+HAR1500 | JL2500+HAR1500 | JL3000+HAR1500 | JL3000+HAR2000 | JL4000+HAR2000 |
|---|---|---|---|---|---|---|---|---|
| Virgin Material Capacity (t/h) under Standard Conditions | 80 | 120 | 160 | 160 | 200 | 240 | 240 | 320 |
| Virgin Material Capacity with RAP (t/h) under Standard Conditions | 60 | 80 | 80 | 120 | 120 | 120 | 160 | 160 |
| Total Plant Capacity (incl. RAP) (t/h) under Standard Conditions | 120 | 175 | 240 | 280 | 280 | 320 | 360 | 400 |
| Installed Power (kW) | 265+130 | 370+150 | 500+150 | 500+210 | 570+210 | 640+210 | 640+300 | 870+300 |
| Emission Concentration | <30mg/Nm³ (Baghouse Filter) | |||||||
| Ambient Noise (Inside Control Room) | <80 db | |||||||
| Mixer Capacity (kg/batch) | 1500 | 2000 | 3000 | 3500 | 3500 | 4000 | 4500 | 5000 |
| Weighing Accuracy (Static) | Aggregate: ±0.5%, Filler: ±0.3%, Bitumen: ±0.2%, RAP: ±0.5%, Additive: ±0.2% | |||||||
| Filter Area (m²) | 650 | 770 | 1050 | 1150 | 1150 | 1350 | 1350 | 1600 |
| RAP Addition Ratio | 50% | 50% | 30% | 40% | 40% | 35% | 50% | 40% |
| Optional Items | 1. Asphalt Fume Treatment System 2. Complete Plant Enclosure and Dust Collection System 3. Foamed Asphalt System (Warm Mix System) | |||||||






