

 简体中文
简体中文 English
English Русский язык
Русский язык WhatsApp: +86 15083395008
WhatsApp: +86 15083395008MAYBE YOU ARE INTERESTED IN
Jinlei MACHINERY knows what you expect from a mining project, and we are making it happen with unrivaled products and services.
Leave Message
Application Areas: Widely used in high-grade highways, airports, ports, municipal roads, and other engineering projects with extremely high requirements for quality and environmental protection.
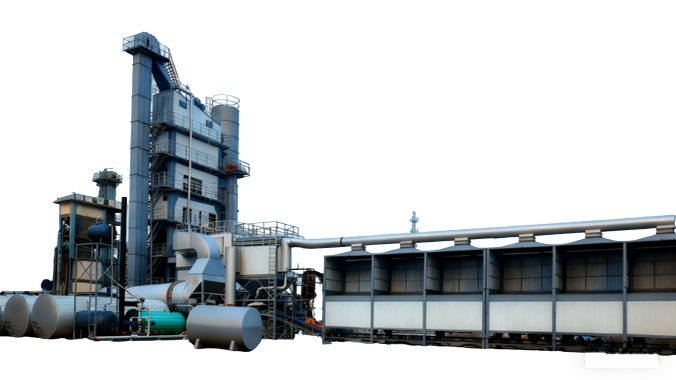




The main components of the plant consist of the following systems:
Cold Aggregate Supply System: Cold feed bins, belt feeders, collecting belt conveyor.
Drying & Heating System: Drying drum, burner.
Hot Aggregate Lifting, Screening & Storage System: Bucket elevator, vibrating screen, hot bins.
Weighing System: Aggregate scale, filler scale, bitumen scale.
Mixing System: Twin-shaft forced mixer.
Dust Collection System: Main induced draft fan, gravity dust collector, baghouse filter.
Filler Supply System: Filler silo, filler elevator, screw conveyor.
Bitumen Supply System: Bitumen tank, thermal oil heater, bitumen pump.
Finished Mixture Storage System: Finished product silo.
Control System: Fully automatic computer control system, enabling intelligent and visualized production.
Environmental Enclosure: Main tower enclosure, etc.
This is the fundamental difference from traditional equipment. Environmental protection technology runs through every aspect of production, centered around five core elements: "dust collection, fume treatment, noise reduction, energy saving, and recycling."
1. Full-Process Dust Control
Main Dust Collection System: A combination of primary gravity dust collector and secondary high-efficiency baghouse filter.
Primary Gravity Dust Collector: Removes most coarse dust particles from the exhaust gas at the drying drum outlet.
Secondary Baghouse Filter: The core environmental protection device. Using thousands of special filter bags, it captures micron-level fine dust with a collection efficiency of over 99.9%, ensuring emission concentrations far below national environmental standards (typically <20mg/m³).
Dust-Free Design:
Aggregate and Filler Silos: Fully enclosed structures equipped with pulse dust collectors to suppress dust spillage during loading.
Mixing Tower Enclosure: The vibrating screen, hot bins, weighing system, mixer, and other dust-prone components are fully enclosed within a steel structure main tower, forming a "dust-free workshop."
Belt Conveyor Sealing: All conveyor belts are fitted with dust covers.
Asphalt Fume Treatment: Adsorption, scrubbing, or incineration devices are installed in areas where asphalt fumes are generated, such as bitumen tanks and modified asphalt production zones, effectively treating harmful gases.
2. High-Efficiency Asphalt Fume Treatment
At the mixer discharge outlet and the top of the finished product silo, high-temperature asphalt mixture releases blue "asphalt fumes," whose main components are hydrocarbons, benzopyrene, and other harmful substances.
Treatment Technologies: Plasma photocatalytic oxidation, electrostatic capture, activated carbon adsorption, and other technologies are used to decompose and capture oil mist and particulate matter in asphalt fumes, achieving odorless and visible-smoke-free emissions.
3. Comprehensive Noise Control
Through various measures, plant boundary noise is controlled below 65 decibels.
Low-Noise Fans and Motors: High-efficiency, low-noise models are selected.
Acoustic Enclosures / Noise Barriers: Noise enclosures are added for main noise sources such as the main induced draft fan and air compressor.
4. Energy Saving and Heat Recovery
High-Efficiency Burner: Utilizes proportional control and low-NOx combustion technology for high fuel efficiency and low nitrogen oxide emissions.
Heat Recovery System: High-temperature clean exhaust gas (approx. 100-120°C) discharged from the baghouse filter is recirculated back to the drying drum as combustion air, saving 3%-5% of fuel.
Insulation Design: Bitumen pipelines, tanks, and the drying drum are efficiently insulated to reduce heat loss.
5. Warm Mix Technology and Recycling Technology for Asphalt Mixing Plants
Warm Mix Asphalt Technology: By adding warm mix additives or using foamed asphalt technology, the asphalt mixture is mixed and placed at lower temperatures (approx. 130-140°C). Compared to traditional hot mix (160-180°C), it significantly reduces fuel consumption and fume emissions (by approx. 30%).
Hot In-Place Recycling Technology: This is one of the most important environmental features. The plant can be equipped with a recycling system to add a certain proportion (typically up to 30%-50%) of Reclaimed Asphalt Pavement (RAP) material that has been crushed and screened, mixing and heating it with new aggregates and new bitumen to produce new asphalt mixture.
Environmental Benefits: Significantly reduces land occupation and environmental pollution from waste materials, conserving non-renewable aggregate and bitumen resources.
Economic Benefits: Significantly lowers raw material costs.
Summary of Advantages
Ultra-Low Emissions: Meets and exceeds the world's most stringent environmental regulations.
Resource Recycling: Through recycling technology, achieves solid waste resource utilization, aligning with sustainable development concepts.
Excellent Quality: Retains the core advantages of forced batch type plants: precise formulation and uniform mixing.
Energy Saving and Consumption Reduction:Heat recovery and warm mix technology effectively reduce operating costs.
Socially Friendly: Greatly improves the negative image of traditional mixing plants as "dirty, messy, noisy, and smoky," enabling more harmonious coexistence with urban communities.
The working principle can be summarized as: "batch by batch, precise weighing, forced mixing."
"Batch Type" = Cooking batch by batch, ensuring the recipe for each batch is independent and accurate.
"Forced Type" = Vigorous mixing, ensuring uniform blending and high quality.
"Environmental Protection Type" = Wearing a mask and a range hood throughout the process, comprehensively controlling and purifying dust, fumes, and noise.
This working method makes it the most mainstream and reliable equipment for producing high-quality, environmentally compliant asphalt mixtures.
| Parameter | JL-H1000 | JL-H1500 | JL-H2000 | JL-H2500 | JL-H3000 | JL-H4000 | JL-H5000 |
|---|---|---|---|---|---|---|---|
| Capacity (Standard Conditions) | 80 t/h | 120 t/h | 160 t/h | 200 t/h | 240 t/h | 320 t/h | 400 t/h |
| Mixer Rated Capacity | 1000 kg/batch | 1500 kg/batch | 2000 kg/batch | 2500 kg/batch | 3500 kg/batch | 4500 kg/batch | 5000 kg/batch |
| Bitumen / Cold Aggregate Ratio | 3%-9% | ||||||
| Filler / Aggregate Ratio | 4%-12% | ||||||
| Mixture Temperature (Conventional Asphalt) | 130-160°C | ||||||
| Fuel Consumption (Standard Conditions) | 6.5 kg/t of finished mixture | ||||||
| Total Installed Power | 263 kW | 393 kW | 458 kW | 584 kW | 626 kW | 813 kW | 936 kW |
Technical Notes:
1. Standard conditions: ambient temperature 20°C, atmospheric pressure 760mmHg, aggregate moisture content ≤5%, aggregate density 1650 kg/m³
2. Burner fuel consumption is calculated based on diesel calorific value ≥10500 kcal/kg
3. Total installed power includes all motor powers; actual operating power will vary depending on load conditions
4. Parameters listed are rated values; actual performance may vary slightly depending on working conditions, materials, and operation






