

 简体中文
简体中文 English
English Русский язык
Русский язык WhatsApp: +86 15083395008
WhatsApp: +86 15083395008MAYBE YOU ARE INTERESTED IN
Jinlei MACHINERY knows what you expect from a mining project, and we are making it happen with unrivaled products and services.
Leave Message
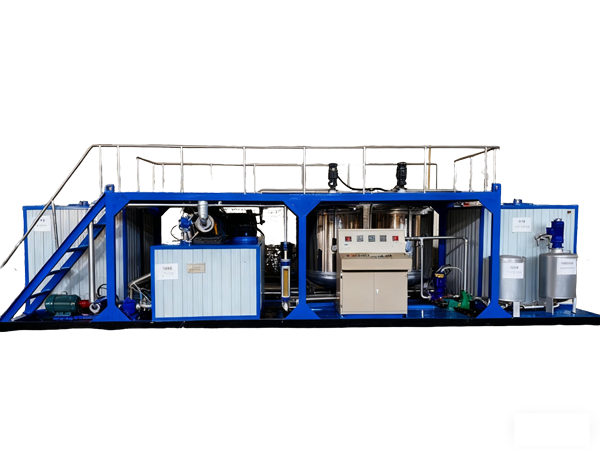




Equipment Composition and Functions
1. Water Heating Tank
Used to heat water to 60–70°C.
Equipped with thermal oil valve, water thermometer, and water level gauge.
Precautions should be taken to prevent expansion overflow after heating.
2. Soap Solution Mixing Tanks (2 units)
Used to prepare emulsifier water solution (may include pH adjuster, stabilizer, SBR latex).
The two tanks are used alternately to improve production efficiency.
Equipped with agitators and liquid level indicators.
3. Finished Product Storage Tank
Serves as a temporary storage container for emulsified asphalt.
Equipped with liquid level indication to prevent overflow.
4. Colloid Mill (Core Equipment)
Adopts an improved DAVIS tooth profile structure with ten layers of grinding teeth.
The gap is adjustable, allowing asphalt content up to 63%.
Equipped with a cooling/heating system to support continuous production.
Utilizes imported bearings (NSK) and Bergmann mechanical seals.
5. Auxiliary Systems
Piping and filtration system.
Electrical control system (touchscreen operation).
Heating and insulation system (thermal oil).
Various pumps (asphalt pump, soap solution pump, finished product pump, etc.).
I. Core Technical Advantage: High-Performance Colloid Mill
This is the core competitive advantage of the equipment, directly determining the quality of the finished product and the production range.
Advanced Grinding Structure:
Adopts an improved Dawes tooth profile structure, equipped with ten layers of grinding conical teeth, offering higher shearing efficiency and producing a more refined and stable emulsion.
The gap is adjustable, allowing flexible adaptation to different raw materials (such as ordinary asphalt and modified asphalt) and different product particle size requirements.
High Asphalt Content and Wide Applicability:
Capable of producing emulsified asphalt with an asphalt content up to 63%, far exceeding conventional equipment, significantly reducing water consumption and transportation costs.
A single main unit can meet the continuous production needs of ordinary emulsified asphalt, SBR latex modified emulsion, and SBS modified asphalt re-emulsification, offering highly integrated functionality and reducing equipment investment.
Key Components with International Sourcing:
Bearings are sourced from NSK (Japan), and mechanical seals from Burgmann (Germany), ensuring high reliability, long service life, and low maintenance requirements for core components.
II. Design Philosophy Advantages: Modularity and Intelligence
Modular Design
Each functional unit (such as tanks, colloid mill, and control system) adopts a modular design, resulting in a compact and rational layout.
Installation is simple and fast, significantly shortening the onsite installation and commissioning period.
It facilitates future function expansion, maintenance, and relocation, providing users with flexible options.
Automated Intelligent Control:
Equipped with a central electrical control system and touchscreen, allowing centralized setting and monitoring of key parameters such as water temperature, asphalt temperature, output, and mixing ratio.
Flow rates of the asphalt pump and soap solution pump are precisely controlled via frequency converters, achieving accurate asphalt content adjustment and ensuring stable and controllable product quality.
Reliable instrumentation communication enables visualized and digital operation, reducing reliance on operator experience.
III. Production Efficiency and Reliability Advantages
Continuous Production System with Dual Soap Solution Tanks:
Equipped with two soap solution mixing tanks; while one tank is in production, the other can be prepared in advance, enabling nearly continuous soap solution supply, effectively improving overall equipment capacity and preventing production interruptions.
Reliable Heat Exchange and Temperature Control System:
Utilizes a thermal oil circulation system to heat and insulate water, asphalt, and pipelines, offering high thermal efficiency and uniform, stable temperature control.
Clear temperature control guidelines (such as emulsifying temperatures for different asphalt grades) ensure scientific and repeatable production conditions.
Enhanced System Sealing and Material Quality:
Key pipelines use stainless steel or seamless steel pipes, with flange connections employing high-performance gaskets (such as spiral-wound graphite gaskets), effectively preventing leakage and corrosion.
Pipeline insulation is emphasized, reducing heat loss, saving energy, and ensuring safe production.
IV. Economic and Environmental Advantages
Energy Saving and Consumption Reduction:
Emulsified asphalt is liquid at room temperature; compared to hot asphalt production and application, it significantly reduces the energy required for asphalt heating and insulation.
High asphalt content formulations reduce water consumption and transportation weight.
Wide Raw Material Adaptability and High Cost-Effectiveness:
Capable of processing various grades of paving asphalt and economically and efficiently producing high-value-added modified emulsified asphalt, extending pavement service life and lowering the total lifecycle cost.
Environmentally Friendly:
The production process is carried out in a relatively closed system, reducing emissions of asphalt fumes and harmful substances.
Room-temperature application avoids the air pollution and safety hazards associated with high-temperature asphalt.
V. Operation, Maintenance, and Safety Advantages
Clear Operating Procedures and Detailed Precautions:
The manual provides complete steps from commissioning and operation to shutdown, with clear warnings and calculation formulas for key points such as mix ratio calculation, temperature control, and cleaning requirements, reducing the risk of misoperation.
Convenient Maintenance:
The equipment structure is designed with ease of maintenance in mind, such as easy disassembly and cleaning of the colloid mill grinding discs.
Detailed daily maintenance, regular servicing, and troubleshooting guides are provided to help users maintain the equipment in optimal condition and extend its service life.
Comprehensive Safety Design:
Emphasizes multiple safety measures including electrical grounding, pressure relief and cooling before maintenance, supervision for confined space operations, and provision of fire-fighting equipment, reflecting a strong commitment to production safety.
Water Heating → Stored in Water Tank
Soap Solution Preparation → Emulsifier + Hot Water, Stir Evenly
Asphalt Heating → Temperature Controlled According to Grade (e.g., A-100: 120–130°C)
Emulsification Production → Asphalt and Soap Solution Enter Colloid Mill in Proportion for Shearing and Emulsification
Finished Product Output → Emulsified Asphalt Enters Storage Tank
| Model | JLR-6 | JLR-8 | JLR-10 | |
|---|---|---|---|---|
| Capacity | 1-6 t/h | 1-8 t/h | 1-10 t/h | |
| Asphalt Emulsion Particle Size | ≤5um 85% | ≤5um 85% | ≤5um 85% | |
| Overall Dimensions (L*W*H) | 6000×2000×2300mm | 6000×2000×2300mm | 10000×2300×2300mm | |
| Emulsion Mixing Tank (Diameter×Height) | 1150×1250mm | 1150×1250mm | 1150×1250mm | |
| Asphalt Transfer Tank | 1500×1400×1500mm | 1500×1400×1500mm | 1800×1500×1500mm | |
| Water Heating Tank (L×W×H) | 1500×1400×1500mm | 1500×1400×1500mm | 1800×1500×1500mm | |
| Finished Product Tank (L×W×H) | 1000×800×800mm | 1000×800×800mm | 1800×1500×1500mm | |
| Asphalt Variable Speed Pump | Model | LCP-5A | LCP-5A | LCP-5A |
| Motor | YCT160-4B (4 kW) | YCT160-4B (4 kW) | YCT160-4B (4 kW) | |
| Flow Rate | 4.5 t/h | 5 t/h | 5 t/h | |
| Emulsion Variable Speed Pump | Model | LCP-5B | LCP-5B | LCP-5B |
| Motor | YCT160-4B (3 kW) | YCT160-4B (3 kW) | YCT160-4B (3 kW) | |
| Flow Rate | 5 t/h | 5 t/h | 5 t/h | |
| Emulsifier | Model | MR-10 | RH-10 | RH-10 |
| Motor | Y160M2-2 (30 kW) | Y160M2-2 (30 kW) | Y160M2-2 (37 kW) | |
| Flow Rate | 6 t/h | 10 t/h | 10 t/h | |
| Transfer Pump | Model | LCBS-6A | LCBS-6A | LCBS-6A |
| Motor | Y132M1-6 (3 kW) | Y132M1-6 (4 kW) | Y132M1-6 (4 kW) | |
| Flow Rate | 6 t/h | 10 t/h | 10 t/h | |






